Tooling And Fixtures
Die Cast tooling comes in many types and shapes and most often determines if the volume warrants the die cast process.
Conventional Tooling
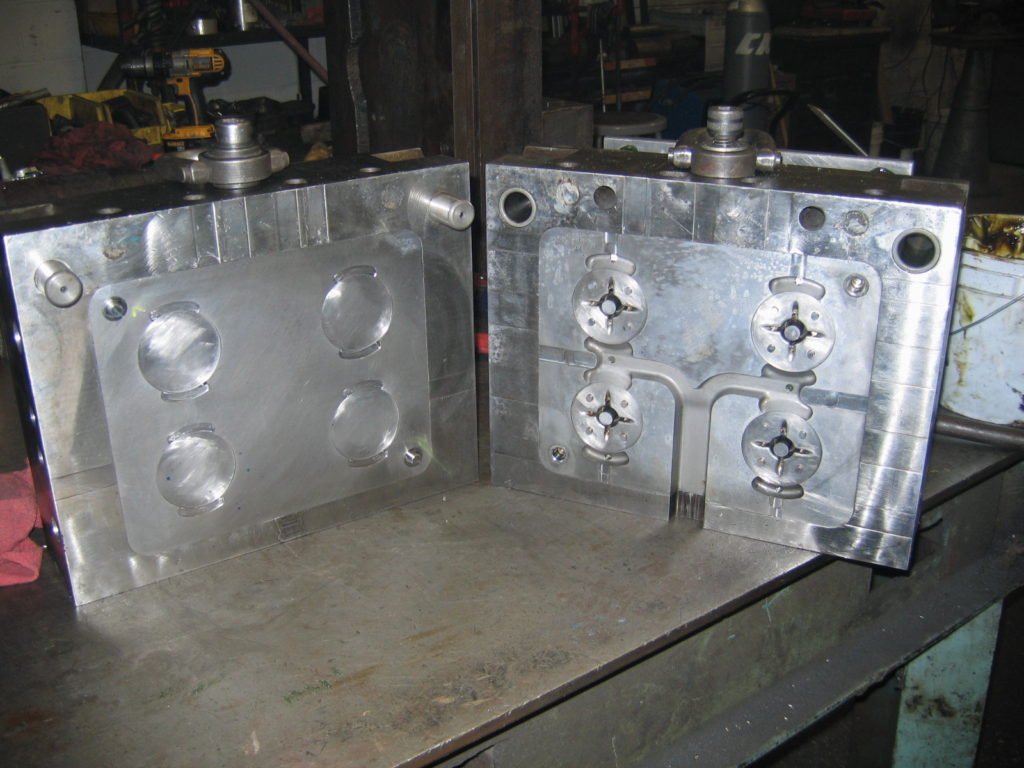
(1) Complete tooling is self contained tooling inserts in a dedicated frame or mold base made specifically for a specific part. The is the casting tool for the die cast machine.
(2) Trim tooling is the specific tooling that is used to remove the cast part from the runner system and also clear any cored holes and the perimeter. This tooling is run on a separate hydraulic trim press and often in-line with the Die cast machine.

Unit Die Tooling
This tooling has proven to be a good standard method of utilizing a common frame for multiple customers. The common frame or base is owned by the Die caster and a removable unit is used for each part to be produced. This method saves the cost of the base. This method lends itself to basic parts generally 2 functions tools (open & close). The savings can be significant and help get a project started. This is often used to prototype single cavity parts prior to tooling more expensive multi-cavity tools.
This tooling requires a trim tool as does the conventional tooling.
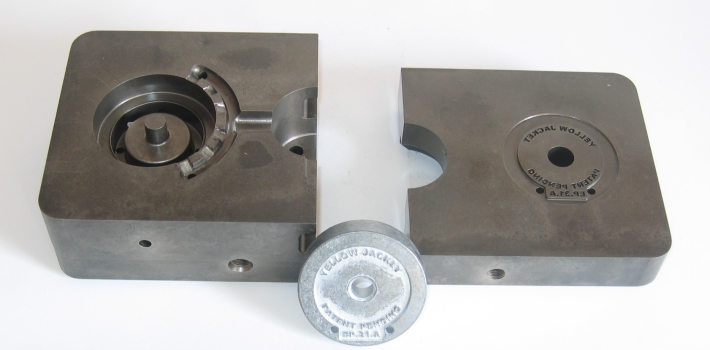
Cavity Inserts
For proto-type and short run projects, cavity inserts can be made to fit standard bases owed by the die caster. This is the most economical method to tool a part, but involves extra set-up costs that increases the part cost. This method is also the most non-standard method and provides to be the most difficult to transfer to alternate sources. If you are confidant in the source they are an excellent method to save tooling cost.

4-Slide tooling
The are 3 components to 4-slide tooling.